17年专注于冷镦压铆螺母
研发与生产源头实力厂家
研发与生产源头实力厂家
如果您在乎压铆品质与效率
请致电有惊喜

请致电有惊喜

业务微信

业务微信
01
压铆螺母工作原理
过压花齿压入钣金的预置孔也,一般而言预置孔的孔径略小于压铆螺母的压花齿,通过压力使压铆螺母的花齿挤入板内使导致孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。
02
如何选择一款合适的压铆螺母
通过压铆螺母工作原理可以看出,在选择压铆螺母的时候,应该关注以下内容:
安装板的材料:铝材、铜材、冷轧板、不锈钢板、高强度钢板等;
安装板的硬度;
安装板的厚度;
预制孔的尺寸;
安装孔距离边缘的尺寸或离折弯边的距离;
产品的应用性能要求:推出力、拉出力、扭出力等要求;
产品的抗腐蚀性能要求:不同的表面处理;
03
安装板材料
04
安装板硬度
为保证良好的铆接效果,板材硬度必须小于紧固件硬度。
如果板材过硬,压铆时会造成紧固件变形,而不是板材变形,紧固件会大幅度降低推出力和扭出力,甚至紧固件直接拖累。
板材和紧固件需要有至少20HRB的硬度差。
特别注意:冲孔过程中会使一些材料局部硬化,比如300系列不锈钢。
05
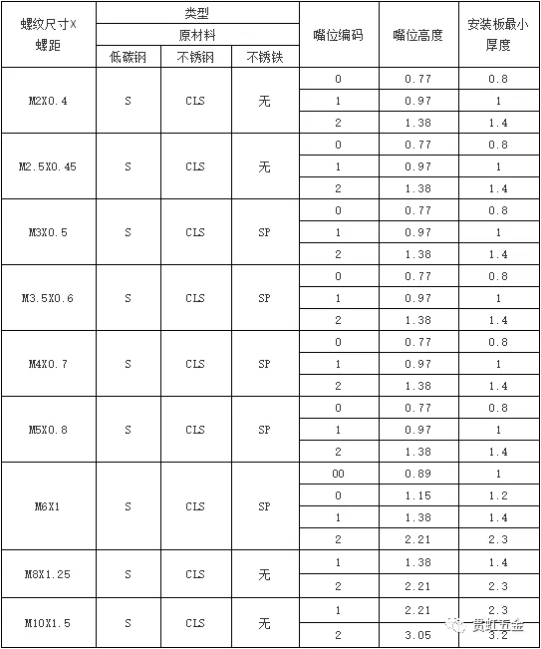
安装板厚度
绝大多数压铆紧固件对板材厚度都有要求。安装板必须大于最小值,才能有效铆接,否则非常容易造成铆接不良或损坏板材。
这是公制压铆螺母嘴位高度和板厚关系
06
钣金预制孔
螺母一定要从钣金的断开面(背面)压入

图上可看出,薄板正面(即冲压面)的开孔圆周或多或少会有一些向下的凹陷,如果将它看成图纸的话,箭头所指的地方就是一个R角了,这个R角是由于冲压工艺原因带来的不必要的副产品,虽说好的设备和模具会改善它的变形程度,但想要达到百分百完全的平整还不太现实。形成鲜明对比的是它的背面(断开面)效果:工整而锋利的开孔。工整的开孔与压铆母形成紧密的铆接,而像图中冲压面那样的开孔,在压铆螺母安装过程中会有“让料”的嫌疑。会导致压铆后推力和扭力受影响。
预制孔尺寸参数请点击
压铆螺母型号与对应安装板各项参数说明
贯虹五金,公众号:贯虹五金压铆螺母型号与对应安装板各项参数说明
07
安装孔距离边缘的尺寸或离折弯边的距离
采取贯虹在压铆手册中建议的从安装孔中心到板材边缘的距离
过于靠近边缘安装紧固件会导致板材边缘凸起,严重的会产生板材断裂。
如需折弯,请先折弯后压铆。
过于靠近边缘安装紧固件会导致板材边缘凸起,严重的会产生板材断裂。故,紧固件必须安装在折弯半径之外。
安装孔距离边缘的尺寸或离折弯边的距离参数请点击
压铆螺母型号与对应安装板各项参数说明
贯虹五金,公众号:贯虹五金压铆螺母型号与对应安装板各项参数说明
在压铆螺母选型过程中最常见也是最重要的问题,基本上就以上几点,熟练掌握好后,对于压铆螺母选用应该不会有问题。那这次的分享就到这里。
下期预告:对于压铆螺母安装过程中出现的异常应该如何解决以及原因分析。如:紧固件安装不平;铆接后螺母脱落;紧固件安装后开裂;铆接后钣金弯曲等。敬请期待!
EMD

阳江市贯虹五金科技有限公司
地址:阳江市阳东区珠海(阳江万象)产业转移工业园兴平五路以北
联系人:潘经理
电话:13713116178(微信同号)
电 话:0769-83691202
网 址:www.yamaoluomu.cn





